|
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
В прошлом номере журнала (см. "АБС-авто", 1999, № 7) мы начали разговор о ремонте блока цилиндров с описания возможных дефектов, которые наиболее часто встречаются на практике, и причин их появления. Сегодня речь пойдет о конкретных ремонтных операциях.
Продолжить эту тему мы решили не с описания традиционных операций расточки и хонингования цилиндров, а с того, чем у нас в России обычно пренебрегают - с ремонта опор (постелей) коренных подшипников. И вот почему.
Блок цилиндров, как известно, - основа любого двигателя. И деталь эта корпусная, то есть в нее устанавливается или на ней крепится множество других деталей и узлов. А это значит, что очень важную роль играет взаимное расположение различных рабочих и вспомогательных поверхностей блока цилиндров. Речь идет в первую очередь об их взаимных параллельности, перпендикулярности и соосности.
Это не пустые слова. Например, отклонение от перпендикулярности осей цилиндров и коленчатого вала всего на 0,05 мм уже вызывает ускоренный износ подшипников коленчатого вала, деталей цилиндропоршневой группы и повышенный угар масла, а при вдвое большем отклонении двигатель вряд ли проработает и десятую часть своего потенциального ресурса. То же самое случится и при нарушении соосности коренных опор коленчатого вала.
Получается, что для качественного ремонта блока цилиндров необходимо вначале провести точные измерения взаимного расположения поверхностей - а вдруг у вполне приличного с виду блока обнаружатся недопустимые деформации?
К сожалению, подобные измерения часто представляют собой серьезную проблему даже для сравнительно хорошо оснащенных технических центров, специализирующихся на механической обработке деталей двигателей, не говоря уже об обычных СТО. Дело в том, что для таких измерений требуются специальные приборы, приспособления и оборудование. А они пока многим не по карману.
Где же выход? Он существует. Рассмотрев ремонтные технологии обработки различных поверхностей блока цилиндров, легко убедиться, что в этих технологиях уже заложены соответствующие отклонения взаимного расположения и формы. А это значит, что, если правильно выбрать и грамотно применить нужные технологии обработки, старый блок цилиндров обретет былую точность новой детали.
На практике это выглядит следующим образом. На заводе-изготовителе при производстве блока, как и любой другой сложной детали, для обработки рабочих и иных поверхностей используют так называемые технологические базы. Это вспомогательные поверхности на блоке цилиндров, на которые он устанавливается на соответствующих обрабатывающих станках. Например, для растачивания цилиндров блок ставится на нижнюю плоскость разъема с масляным картером. Эта же либо верхняя плоскость разъема с головкой блока может быть использована в качестве технологической базы для растачивания постелей коренных подшипников (в последнем случае верхнюю плоскость обрабатывают относительно нижней, и они становятся параллельными). В результате обработки по такой схеме все поверхности становятся строго параллельны, перпендикулярны либо соосны друг другу.
Но это на производстве. При ремонте, напротив, попытки обработать цилиндры от той же нижней или верхней плоскости, как это сейчас делается оказываются сплошь и рядом неудачными - цилиндры получаются перекошенными. Что совершенно неудивительно, ведь плоскости блока за время длительной работы двигателя деформируются и уже не могут считаться технологической базой.
Выход из этой ситуации есть - принять, что блок является только заготовкой, а не деталью, и начать обрабатывать заново все необходимые поверхности, начиная с базовых. Путь, очевидно, долгий и дорогой, хотя и вполне реальный. Обязательно ли это делать? Оказывается, нет. Если внимательно посмотреть на блок, то обнаружится такая картина. Какие поверхности наиболее важны с точки зрения ресурса мотора? Ясно какие - цилиндры и опоры коренных подшипников. Тогда есть прямой смысл за новую технологическую базу принять поверхность коренных опор и относительно нее уже обработать цилиндры (хотя это тоже непросто).
Но в качестве базы можно использовать только идеальную поверхность. Значит, ремонт блока цилиндров нужно начинать не с цилиндров, как делают многие, а с постелей подшипников коленвала.
Задача совсем непростая. Для ее решения потребуется специализированный станочный парк. До недавнего времени в России не было необходимых для этого станков и соответствующих ремонтных технологий. Блоки цилиндров с сильно деформированными и поврежденными опорами подшипников нередко выбрасывали, а на небольшие дефекты постелей обычно "махали рукой" - авось "приработается" и "еще походит".
Теперь подобные станки появляются на отечественных ремонтных предприятиях. И качественный ремонт постелей подшипников коленчатого вала становится реальностью.
Как выявить дефекты коренных опор
Несоосность коренных опор в блоке возникает по ряду причин. Наряду с естественной деформацией встречаются задиры поверхности в результате перегрева и проворачивания вкладышей коренных подшипников коленчатого вала, деформация крышек подшипников, а также случаи замены крышки на другую из-за ее утери или невозможности восстановления (см. "АБС-авто", 1999, № 7). Явные дефекты, такие как задир или несовпадение полуокружностей в блоке и крышке, обычно легко обнаружить даже при визуальном осмотре. Напротив, скрытые дефекты можно определить только с помощью соответствующих измерений.
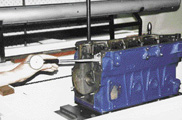
Начинают обычно с того, что для данного блока изготавливается так называемая "скалка", длинный шлифованный стержень, наружный диаметр которого на 0,01-0,02 мм меньше диаметра коренных опор. Далее измерения производятся в следующем порядке. Крышки опор устанавливаются в блок и затягиваются при помощи динамометрического ключа монтажным моментом. Очевидно, каждому типу блоков соответствует свое значение момента, указанное, например, в руководстве по ремонту конкретного двигателя. В случае, когда измеренные с помощью нутромера диаметры опор находятся в поле допуска, в блок укладывается скалка для проверки коренных опор на соосность. Если скалку подклинивает или ее невозможно провернуть, значит, опоры в блоке деформированы и требуют ремонта. Иногда на скалку наносят винтовую канавку по всей длине. Тогда ее можно использовать как доводочный притир, если несоосность или деформация опор невелики.
Как восстановить опоры
Технология восстановления коренных опор выбирается в зависимости от того, какой из выше перечисленных дефектов обнаружен. Если из-за деформации крышек или задиров поверхности отверстие опоры стало некруглым и его максимальный размер увеличился более чем на 0,4-0,5 мм, то без предварительной расточки уже не обойтись. Тогда крышки опор занижаются по плоскости разъема с блоком. Припуск на обработку плоскости крышек определяется по формуле:
h= Dd+х,
где Dd - разница между малой и большой осью эллипса (Dd=D-d); х - припуск на обработку. Обычно принимают х= 1/2 Dd, если требуется расточка, и х= Dd, когда можно обойтись только хонингованием.
Обработка крышек может проводиться на плоскошлифовальном или фрезерном станке. При небольшом (0,05-0,10 мм) съеме металла можно также использовать притирочную плиту с абразивной пастой. Однако проще и быстрее всего эта операция выполняется на специализированном шлифовальном станке.
Далее крышки устанавливаются в блок, их болты затягиваются необходимым моментом, и производится расточка постелей.
Чтобы добиться высокой точности и затратить минимум времени, эту операцию лучше всего выполнить на специализированном горизонтально-расточном станке. Правда, стоимость этого оборудования немалая. Разумной альтернативой могут быть универсальные станки различных типов, оснащенные специальными приспособлениями. Однако в любом случае после растачивания следует хонинговать поверхность опор. И тому есть несколько причин.
Так, после растачивания поверхность обычно получается шероховатой. Коренные вкладыши тогда прилегают к ней по выступам микронеровностей. А это значит, что в местах контакта образуется так называемое термическое сопротивление. Когда при работе двигателя подшипники нагреются, отвод тепла от них ухудшится. Это грозит перегревом и подплавлением вкладышей, особенно на режимах максимальных частот вращения и нагрузок.
Другой особенностью расточки постелей является трудность обеспечения высокой точности обработки, ведь все отклонения формы и взаимного расположения отверстий опор не должны превышать 0,01 мм. Особенно это проявляется в блоках, где отдельные опоры имели задиры из-за проворачивания вкладышей. В таких опорах поверхность может приобретать высокую твердость из-за перегрева и закалки при поступлении масла к поврежденному подшипнику. И резец будет "отжимать" от закаленной поверхности.
Именно поэтому окончательная обработка опор после расточки производится хонингованием. Для этого после растачивания оставляют небольшой припуск - около 0,05 мм. Его, как правило, вполне достаточно, чтобы обеспечить качество поверхности и точность не хуже, чем у нового блока, даже если блок перед ремонтом имел значительные повреждения опор.
Хонингование выполняется с помощью специального инструмента - хонинговальной головки, имеющей 8-10 установленных в ряд абразивных брусков с жесткой подачей их "на разжим". Именно за счет такой конструкции инструмента удается устранить несоосность и некруглость коренных опор. О высоком качестве обработки свидетельствует тот факт, что упомянутая выше скалка легко входит в отверстие всех опор отремонтированного блока и двигается "от руки" даже при зазоре всего в 0,01 мм.
В случае, когда производится замена крышки, перед ремонтом необходимо определить способ ее центрирования в блоке. Существуют два основных способа центрирования крышек - по боковым поверхностям и по центрирующим втулкам. В первом случае для совмещения полуокружностей в крышке и блоке может потребоваться доработка боковых торцев крышки - шлифовка с одной стороны и накатка - с другой.
Накатка в данном случае позволяет "поднять" металл и устранить зазор между боковой поверхностью крышки и блоком. В результате таких операций крышку можно сместить вбок на 0,3-0,4 мм (предельное увеличение размера после накатки составляет 0,4 мм).
При центрировании крышек по втулкам изменить их положение в блоке труднее. С этой целью иногда применяют селективный подбор крышек по месту. Другой вариант - рассверлить центровочные отверстия в крышке, нанести на них клеевую композицию типа "холодной сварки", затем установить скалку, крышку и затянуть болты. Тогда после отвердевания композиции получаются новые "правильные" центровочные отверстия.
В некоторых случаях восстановить центрирование крышки не удается. В этом тоже большой беды нет. Важно только правильно с помощью нутромера выверить положение крышки в блоке перед обработкой и затянуть болты. После расточки и хонингования опор, когда крышка будет снята с блока, центрирование она потеряет. Но только до сборки. При сборке двигателя, когда в блок будут установлены вкладыши коренных подшипников и коленчатый вал, крышка сама найдет свое место и автоматически сцентрируется по валу.
У некоторых современных двигателей крышки опор выполнены единой деталью. Эта схема применяется для повышения жесткости блока цилиндров, а соответственно, и всего двигателя. Ремонт в этом случае усложняется и часто требует индивидуального подхода.
Некоторые "подводные камни" в ремонте опор
Выполняя ремонт коренных опор блока, необходимо учитывать, что ось коленчатого вала после обработки смещается в сторону верхней плоскости блока на величину, примерно равную 1/2h. При серьезных повреждениях опор и больших значениях h(более 1 мм) после сборки шатунно-поршневой группы поршни могут выступать над плоскостью разъема блока с головкой. Эту особенность важно помнить, чтобы поршни, к примеру, не стали "стучать" по головке блока или клапанам. У дизельных двигателей выступание поршней вообще регламентируется довольно строго, а в соответствии с ним подбирается толщина прокладки головки. И если не обработать днище поршней на величину смещения оси коленвала, то можно нажить себе неприятности: в момент пуска двигателя поршень "рискует" встретиться с клапанами.
Еще более серьезные трудности могут возникнуть у двигателей, имеющих привод распределительного вала или агрегатов (некоторые дизели) с помощью шестерен. Здесь даже небольшое смещение оси коленчатого вала (0,10-0,15 мм) вполне может привести к невозможности сборки привода.
Ремонт коренных опор у таких блоков требует большой аккуратности и осторожности, а в ряде случаев - индивидуального подхода.
И последнее. Не нужно забывать, что смещение коленчатого вала нарушает его центрирование с первичным валом коробки передач. Когда смещение невелико, это не страшно. А если 0,5 мм или больше? Тогда резко возрастает нагрузка на подшипники первичного вала коробки, и она, скорее всего, быстро выйдет из строя. Чтобы этого избежать, иногда приходится изменять центрирование коробки передач на двигателе аналогично тому, как это делается для крышек коренных опор блока цилиндров (рассверливанием центровочных отверстий и их восстановлением с помощью "холодной сварки").
Подводя итог, отметим, что еще совсем недавно блоки цилиндров
с дефектами коренных опор откровенно выбрасывались и становились своеобразными
памятниками бесхозяйственности. Сегодня же с этой "бедой" удается
справиться в считанные часы.
Другие наши статьи...
|