Robbi рекомендует
Хонингование – это процесс удаления микронеровностей трением. Хонингование используется, прежде всего, для механической обработки отверстий, но также может быть использовано для обработки плоских поверхностей, валов или асимметричных отверстий.
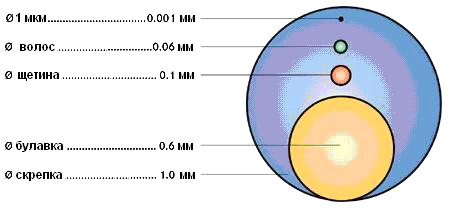
Фактически хонингование подходит для обработки любых используемых в промышленности материалов. Отверстие может быть от 2 до 2000 мм в диаметре и длиной до 24 м. Единица, используемая для оценки точности хонингования – микрон (мкм). 1 мкм соответствуют 60-ой доле толщины человеческих волос.
При хонинговании важно помнить, что конструкция и свойства заготовки, которая должна быть отхонингована, определяют размеры хонинговального инструмента и абразивных камней для хонингования. Особенно важно достигнуть оптимального соответствия между длиной хонинговальных камней и длиной отверстия. Здесь клиенты могут извлечь выгоду от многолетнего опыта ведущих компаний в этой области.
Почему используется хонингование?
• Простая, дешевая и быстрая механическая обработка отверстия для всех материалов
• Дешевая альтернатива внутреннему шлифованию
• Гарантирована геометрическая точность размеров отверстия (<0.5 мкм Ra)
• Можно произвести любую нужную обработку поверхности (<0.02 мкм Rа)
• Быстрое снятие материала при низкой стоимости станка
Мы обслуживаем клиентов со всего мира и из различных секторов промышленности. Это означает, что наши хонинговальные станки должны быть в состоянии отвечать самым различным требованиям. Мы тесно сотрудничаем с нашими клиентами, чтобы развить новые и инновационные процессы механической обработки для различных областей, некоторые из которых кратко описаны ниже.
Важные области применения
Главная область применения – это, прежде всего, металлообрабатывающие отрасли промышленности. Самые важные области – автомобильные отрасли промышленности, инструмент и станки, гидравлическое и пневматическое оборудование и авиационная промышленность. Растет потребность в области производства компрессоров и электрических моторов. Рост требований к качеству и производственному допускам неизбежно ведет к увеличению спроса на хонингование за пределами его обычного применения.
МЕТОДЫ ХОНИНГОВАНИЯ
|
Лазерное хонингование

По сравнению со стандартным хонингованием лазерное хонингование достигает заметно лучших результатов. Лазерная технология позволяет создать точно нужные поверхности. Лазерное хонингование – это комбинация хонингования и лазерной обработки, при этом на точно определенной области используется определенное количество масла, что помогает достичь абсолютно плоской поверхности. Можно настроить гидродинамическую систему для применения точно в том месте, где это необходимо.
|
| | |
|
Коаксиальное хонингование

При коаксиальном хонинговании точное расположение секции отверстия, которое нужно обработать, используется как ориентир для инструмента коаксиального хонингования. Коаксиальное хонингование часто используется при обработке местно упрочненных гильз у двигателей грузовиков.
Одна из главных проблем с местной твердостью отверстия – это нечеткая макрогеометрия упрочненной области.
|
| | |
|
Жидкое хонингование с микрофинишированием поверхности (FMF)

В крупносерийном производстве заключительная обработка гильз цилиндров часто производится при помощи алмазных абразивов. Как абразив алмаз долговечен, поэтому такой способ экономичнее других. Дополнительные преимущества дает использование специальной охлаждающей жидкости.
|
| | |
|

Однако растущие потребности к высокому качеству обработки поверхности говорят о том, что линейного процесса обработки недостаточно. Совместно с рядом производителей автомобилей удалось разработать новую систему жидкого хонингования с микрофинишной обработкой поверхности, с помощью которой можно достичь лучшего качества.
|
| | |
АЛМАЗНО-АБРАЗИВНАЯ ПРОДУКЦИЯ
Плосковершинное хонингование для гильз цилиндров
При предварительном (грубом) хонинговании бруски создаются из частиц с микрокристаллической структурой, чтобы можно было добиться непрерывной режущей способности без правки брусков, получая при этом правильные значения Rz и Rmax в течение всей операции хонингования с образованием на поверхности впадин и выступов.
При втором, финишном этапе плосковершинное хонингования хонинговальные бруски создаются из зеленого карбида кремния с точным отсеиванием крупных частиц. На этом этапе снимаются только пиковые точки выступов.
Такой процесс плосковершинного хонингования (плато-хонингования) обеспечивает:
- экономию масла
- плотный контакт между кольцами и гильзой
- хорошую компрессию
- стабильность компрессии
Хонингование для гидравлических и пневматических цилиндров
Для хонингования бесшовных труб подходят микрокристаллические хонинговальные бруски из голубого оксида алюминия с особым связующим.
Их особенности:
- в 5-6 раз более долговечны, чем бруски из белого оксида алюминия
- не требует полирования, заполнения и правки
- бруски не требуют сульфидирования благодаря особому криолитному связующему
- непрерывная режущая способность
- последовательная финишная обработка в течение всей операции
- на данный момент доступны бруски с зернистостью 80, 120 и 150.
Имеющиеся в наличии бруски из оксида алюминия:
- белый/коричневый подходят для вязких материалов
- красный/розовый - для труднообрабатываемой стали
- черный – для материалов низкой прочности.
Бруски из зеленого карбида кремния рекомендуются для чугуна, отлитого центробежным способом, и сплавов. Таким образом, достигается более высокая скорость резания при отсутствии правки. Эти зерна более хрупкие, и поэтому качество поверхности детали получается лучше.
Черный карбид кремния – самый крепкий и прочный из всех зерен. Его рекомендуется использовать при грубых операциях, когда нужно снять большие слои материала. С этим типом зерна можно работать даже при высоких давлениях до 28 кг/см2.
Зерна смешанных абразивов используются при особых случаях, когда требуются определенные значения Rz и Rmax. Применяется для:
- гильз цилиндров тракторов
- шатунов
- рычагов клапанов
Зернистость хонинговальных брусков может быть:
- 46 (очень грубые)
- 80 (грубые)
- 180 - 320 (средние)
- 500 - 800 (финишные)
- 1200 - 1700 (сверхфинишные).
Жесткость брусков обозначается:
- G (очень мягкие)
- H - I - J (средние)
- K - L - M - N - O - P (жесткие).
Рекомендуемую жесткость можно узнать у производителя после исследования жесткости детали.
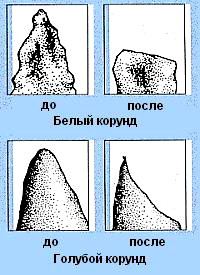
Сравнительная таблица микроструктуры
Можно заметить, что зерна из белого оксида алюминия имеют тупой край после использования, что означает, что для новых зерен нужна правка. А зерна из синего оксида алюминия имеют тенденцию дробиться во время работы, поэтому здесь, наоборот, непрерывно создаются острые края, что означает постоянную работу без потери времени на правку, получая при этом хорошее качество обработки поверхности.
|
| | |

Сравнение зерен
На первом рисунке изображены однородные синие микрокристаллические зерна с симметричной формой, тогда как на второй картинке можно заметить, что зерна из белого оксида алюминия не настолько однородны и симметричны.
|
| | |
В статье использованы информационные материалы компании
GEHRING (Германия).
На главную
ВНИМАНИЕ! Сайт www.ab-engine.com носит исключительно информационный характер и не может рассматриваться в качестве публичной оферты согласно положениям Статьи 437 Гражданского Кодекса Российской Федерации. Пожалуйста, обращайтесь к менеджерам по продажам для получения подробной информации о ценах на оборудование.
|