|
Др. Дмитрий Копелиович
King Engine Bearings Ltd.
1. Введение
Основным режимом работы подшипника двигателя внутреннего сгорания является жидкостное трение (в литературе также используется термин «гидродинамическая смазка»). В этом режиме поверхности подшипника и вала разделены масляной пленкой [1], которая предотвращает трение с прямым металлическим контактом. Жидкостное трение, таким образом, значительно снижает износ материала вкладыша подшипника. Кроме того, масляная пленка уменьшает вероятность схватывания вкладыша с валом. Таким образом, продолжительность жизни подшипника скольжения напрямую определяется стабильностью режима жидкостного трения.
Для осуществления режима жидкостного трения необходимо выполнение трех следующих условий:
- - Достаточный поток масла, подающегося в подшипник скольжения;
- - Вращение вала со скоростью, достаточной для создания гидродинамического давления;
- - Наличие сходящигося зазора (масляного клина), образуемого поверхностями вкладыша подшипника и вала;
Последнее условие выполняется тогда, когда ось вала смещена относительно оси подшипника. Максимальная величина такого смещения определяется масляным зазором (разницей между диаметрами вкладыша и вала).
Масляный зазор это основной геометрический параметр подшипника двигателя [2]. Величина масляного зазора вычисляется по формуле:
C = Dh - Dj – 2*h,
Где:
Dh – диаметр постели вкладыша;
Dj – диаметр вала;
h – толщина стенки вкладыша, измеренная в его центральной части.
Производитель подшипников не может контролировать точность величин диаметров постели и вала. Поэтому толщина стенки вкладыша это единственный параметр, посредством которого производители подшипников могут влиять на величину масляного зазора.
Для обеспечения стабильного гидродинамического режима смазки при работе подшипника скольжения тощина его вкладыша должна соответствовать требуемой величине с допустимыми отклонениями, находящимися в узких пределах.
Иными словами, толщины вкладышей должны иметь высокую точность при изготовлении.
2. Технология «Bull’s Eye Tolerance»
«Bull’s Eye Tolerance» (значение: «точно в яблочко», «в десятку») это название производственной технологии, разработанной компанией King Engine Bearings Ltd. (Кинг Енджинг Берингз Лтд.). Технология обеспечивает высокоточное изготовление вкладышей с узкими допусками по толщине.
Она включает автоматический процесс точной расточки и измерения тощины вкладышей, осуществлямый на специализированном оборудовании, разработанном инженерами Кинга. Эта технология интегрирована в систему обеспечения качества компании, отслеживающую производственный процесс и характеристики оборудования.
Для того, чтобы оценить уровень точности в сравнении с другими производителями, Кинг заказал проведение независимого исследования компанией SGS S.A. (международная компания со штабквартирой в Женеве, Швейцария). SGS S.A. это мировой лидер в сфере инспекционных услуг, измерений, испытаний и сертификации.
В работе были исследованы идентичные вкладыши, произведенные 6-ю ведущими мировыми производителями. Были проверены 32 вкладыша каждого производителя (4 комплекта по 8 штук в каждом). Толщина каждого вкладыша измерялясь в двух точках его центральной части, то есть всего было призведено 384 измерения (6х32х2).
Результаты анализа измерений, включающие минимальную и максимальную толщины, разброс (разница между максимальным и минимальным значением) и среднюю величину для каждого из шести производителей представлены в таблице.
Сводка результатов измерения
| Производитель |
Максимальная толщина, мм |
Минимальная толщина, мм |
Разброс (макс.-мин.), мм |
Средняя толщина, мм |
| Производитель 1 |
1.8046 |
1.7965 |
0.0081 |
1.8003 |
| Кинг Берингз |
1.8052 |
1.8008 |
0.0044 |
1.8035 |
| Производитель 2 |
1.8132 |
1.7849 |
0.0283 |
1.8084 |
| Производитель 3 |
1.8033 |
1.7978 |
0.0055 |
1.7998 |
| Производитель 4 |
1.8040 |
1.7927 |
0.0113 |
1.7994 |
| Производитель 5 |
1.8084 |
1.7997 |
0.0087 |
1.8036 |
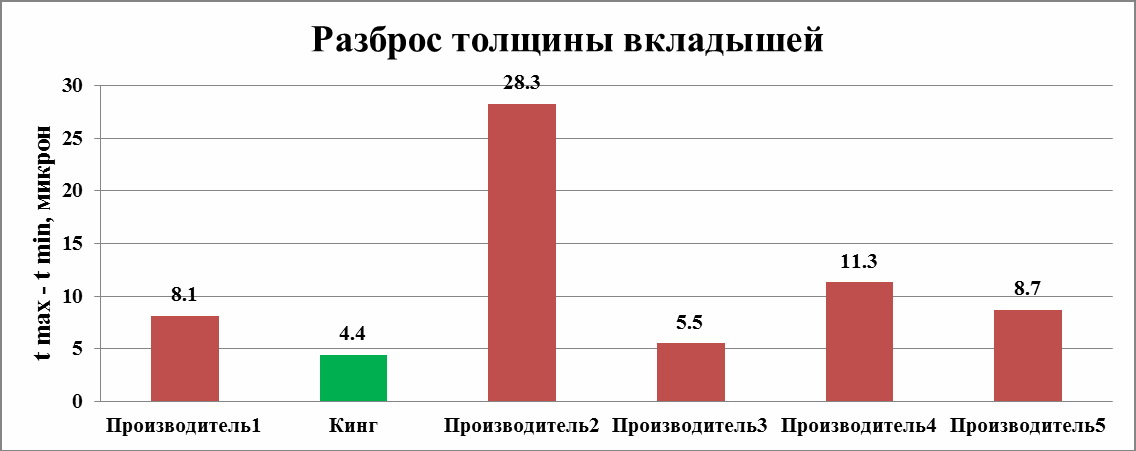
Результаты измерений разброса также показаны на Рис.1.
Кинг Берингз показал разброс 4.4 мкм. Разброс толщин у других производителей составил от 5.5 до 28.3 мкм.
Результаты измерений были проанализированы статистически. Величины стандартных отклонений толщин вкладышей для каждого производителя представлены на Рис.2.
Стандартное отклонение это индикатор рассеяния, изменчивости результатов измерения. Рассеяние величин измерения толщины стенок вкладышей, произведенных в Кинг Берингз оказалось наименьшим. Стандартное отклонение толщины вкладышей Кинг составило 0.9 мкм, в то время как у остальных производителей оно варьировалось в пределах от 1.4 до 4.9 мкм.
Величины стандартных отклонений были использованы для построения кривых распределения Гаусса (нормальное распределение) толщин вкладышей (Рис.3).
График наглядно демонстрирует преимущество технологии Bull's Eye Tolerance, разработанной и используемой в Кинг Берингз, по сравнению с конкурирующими производителями вкладышей подшипников.
3. Влияние разброса в величинах толщины вкладышей на стабильность режима жидкостного трения
Толщина вкладыша напрямую влияет на величину масляного зазора, который, в свою очередь, определяет гидродинамические характеристики режима жидкостного трения: разогрев масла, распределение давления масла, поток масла, минимальную величину толщины масляной пленки, энергетические потери и коэффициент трения.
Если величины толщины вкладыша варьируются в широких пределах, также в широких пределах будут изменяться и гидродинамические параметры.
Консистентность толщины стенки вкладышей снижает разброс гидродинамических характеристик, что повышает стабильность режима жидкостного трения [3].
Параметры жидкостного трения подшипников [4] были теоретически рассчитанны с использованием компьютерной программы, разработанной в Кинг Енджинг Берингз. Программа способна вычислять нагрузки на подшипник, минимальную толщину масляной пленки, разогрев масла, энергетические потери, раход масла и другие термодинамические, динамические и гидродинамические параметры для любого подшипника двигателя при любом положении коленчатого вала.
Влияние разброса толщины вкладышей на поток масла продемонстрировано на Рис.4. Увеличение масляного зазора приводит большей утечке масла из подшипника. На графике видно, что значительный разброс толщины вкладышей Производителя 2 приводит к удвоению величины потока масла в подшипнике. Поток масла это не что иное, как темп его утечки. Если мощность масляного насоса не достаточна для компенсации утечки масла, то подшипник работает в условиях масляного «голодания». В этом случае происходит нарушение режима жидкостного трения, и поверхности вкладыша и вала начинают непосредственно контактировать друг с другом. Масляное голодание вызывает быстрый износ материала вкладыша, после которого следует схватывание с валом.
Значительно более узкий разброс толщин вкладышей Кинга выражается в пренебрежимо малой разнице в величине потока масла, а, следовательно, в более стабильном режиме жидкостного трения.
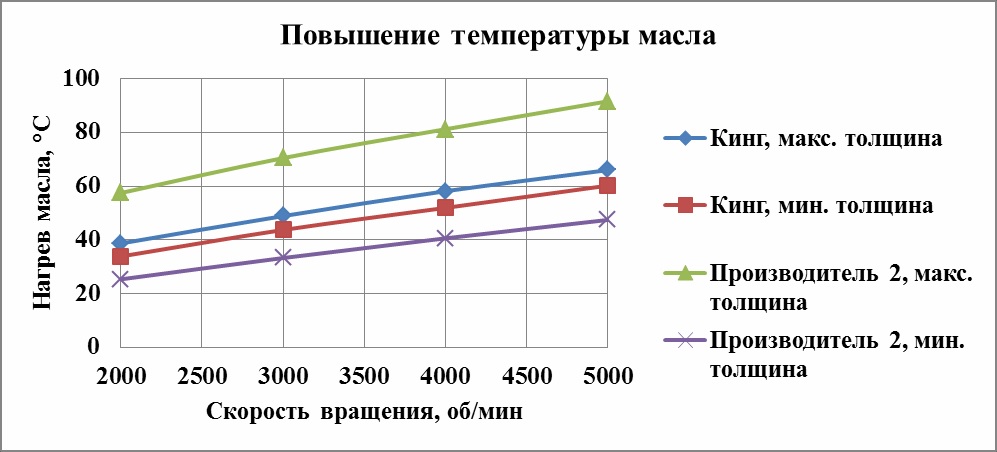
Масло, протекающее через масляный зазор, разогревается. Величина повышения температуры определяется количеством энергии, превращащимся в тепло благодаря трению и величиной потока масла, уносящего эту энергию из подшипника. Вкладыш, имеющий излишнюю толщину, заполняет часть масляного зазора, что снижает поток масла и приводит к его разогреву.
Влияние толщины вкладыша на температуру масла показано на Рис.5.
Перегрев масла может привести к тому, что температура достигнет величины его термического разложения. При этом масло теряет свои свойства, включая смазывающую способность. Жидкостное трение в этом случае нарушается, что приводит к прямому металлическому трению между материалами вкладыша и вала. Такой режим трения вызывает быстрый износ материала вкладыша с последующим его схватыванием с валом. Как видно на Рис.5, малый разброс тощин вкладышей Кинга предотвращает перегрев и поддерживает режим жидкостного трения.
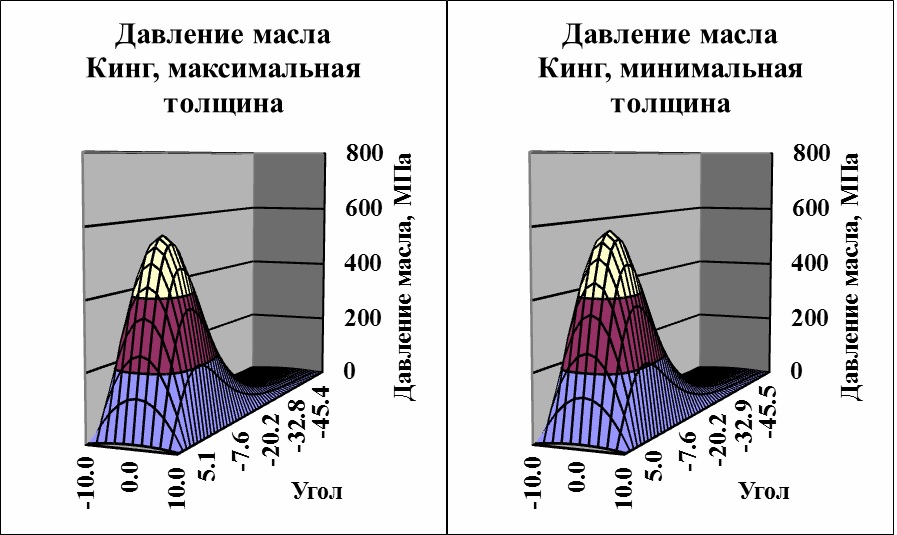
Нагрузка на вкладыш подшипника передается от вала через масляный слой, разделяющий поверхности вкладыша и вала. В результате в масляной пленке создается давление. При этом оно не распределено равномерно по поверхности вкладыша. Давление достигает максимального значения Pmax в области, где толщина масляной пленки имеет минимальное значение. Pmax в несколько раз превышает среднюю величину давления Pav . Величина пика давления важна с точки зрения способности материала вкладыша выдерживать нагрузки.
Высокое значение давления масла может вызвать отказ в работе подшипника из-за усталостного разрушения его материала [5].
Распределение давления масла может быть рассчитано теоретически.
На Рис.6 представлена трех-мерная диаграмма распределения масла в подшипниках
Кинга.
Разница в высотах пиков между двумя вкладышами имеющими максимальную и минимальную толщину стенки составляет около 5%.
Большая разница в толщинах вкладышей приводит к большей разнице между величинами пиковых значений давления. Это утверждение иллюстрируется диаграммами на Рис.7, показывающими распределения давления масла в подшипниках Производителя 2.
Пиковая величина давления масла в подшипнике, имеющем минимальную толщину стенки, оказалось на 40% больше, чем в подшипнике с максимальной толщиной стенки. Таким образом, более тонкий вкладыш (с большим масляным зазором) имеет больший риск усталостного разрушения.
Как видно на Рис.8, разница между пиковыми значениями давления (как абсолютными, так и относительными) в двух разных подшипниках снижается с увеличением скорости вращения вала.
4. Выводы
- Для того, чтобы обеспечить стабильный режим жидкостного трения в подшипнике скольжения, его толщина должна соответствовать требуемой величине с допустимыми отклонениями, находящимися в узких пределах.
- King Engine Bearings Ltd разработал технологию «Bull’s Eye Tolerance» обеспечивающую высокоточное изготовление вкладышей с узкими допусками по толщине.
- Идентичные вкладыши, произведенные 6-ю ведущими мировыми производителями (включая Кинг) были измерены международной компанией SGS S.A. - лидером в сфере измерительных услуг и сертификации.
- Вкладыши Кинга показали наилучшие результаты, продемонстрировав наименьшие значения разброса и стандартного отклонения в величинах толщины стенок.
- Значительно меньший разброс в тощине вкладышей Кинг приводит лишь к незначительной разнице в величине потока масла, что обеспечивает более стабильный режим жидкостного трения.
- Низкий разброс в толщине вкладышей Кинг предотвращает перегрев масла, поддерживая таким образом режим жидкостного трения.
- Увеличение разброса в толщине вкладышей повышает разницу между пиковыми значениями давления масла.
- Более тонкий вкладыш (вкладыш с большим масляным зазором) имеет больший риск усталостного разрушения.
- Благодаря малому разбросу в толщинах вкладышей Кинг пиковые значения давления масла весьма близки и не превышают критический уровень.
5. Литераура
[1] Dudley D. Fuller (1958), A Survey of Journal Bearing Literature, Amer. Soc. of Lubricating Engineers.
[2] Dmitri Kopeliovich (2011), Geometry and Dimensional Tolerances of Engine Bearings, Engine professional, AERA., p.70-76.
[3] Dmitri Kopeliovich (2015), Optimization of Clearance Design for High Performance Engine Bearings, SubsTech (Substances&Technologies), Available from http://www.substech.com/dokuwiki/doku.php?id=optimization_of_clearance_design_for_high_p erformance_engine_bearings
[4] J.E. Shigley (1986), Mechanical engineering design, McGraw-Hill Book Company.
[5] Dmitri Kopeliovich (2015), Engine bearing failure, SubsTech (Substances&Technologies), Available from http://www.substech.com/dokuwiki/doku.php?id=engine_bearing_failure
Еще о подшипниках King...
|