|
Любому мотористу хорошо известны различные дефекты головок блока цилиндров — трещины, эрозия, повреждения стенок (при обрыве клапана), задиры постелей и т. д. В прошлые годы подобные дефекты ремонтировались единственно возможным способом — аргонно-дуговой сваркой.
Недостатки сварки понятны — сильный локальный нагрев детали вызывает высокие напряжения в материале, что грозит образованием новых трещин. Не всегда удается «подлезть» к дефекту горелкой из-за ее значительных габаритов, а после сварки, особенно, кремнистых алюминиевых сплавов, шов может иметь пористость.
Но самое неприятное — это то, что детали после сварки нередко получают сильную деформацию, что требует значительного объема дополнительной механической обработки (плоскости, постели и пр.). В результате сварка при кажущейся простоте и дешевизне оказывается весьма дорогим и долгим видом ремонта, к тому же не дающим 100-процентной гарантии на целостность и герметичность детали в процессе эксплуатации.
Но проблема существует не только с алюминиевыми головками блока. К примеру алюминиевые и чугунные блоки цилиндров после сварки нередко так «завязываются в узел», что «распутать» его полностью удается далеко не всегда. Еще целый ряд трудностей связано с ремонтом посадочных поверхностей валов и ответных деталей (шкивов, звездочек и пр.) — обычно восстановление предусматривает разного рода наплавки и наварки, затрудняющие процесс ремонта.
Учитывая эти особенности сварки, в СМЦ «АБ-Инжиниринг» традиционно рассматривали этот способ ремонта как крайнюю меру, когда невозможно найти новую деталь, Одновременно отрабатывались и другие технологии ремонта, пока, наконец, не удалось найти оптимального на наш взгляд, решения.
Такое решение оказалось на первый взгляд необычным. А что, если использовать для ремонта не «горячий» сварочный процесс, а сравнительно «холодное» напыление? Для ответа на этот вопрос мы отправились в г. Обнинск Калужской области в Обнинский Центр порошкового напыления, чтобы на месте посмотреть и оценить все достоинства и недостатки этого метода.
К слову сказать, в Центре напылительным делом занимаются давно и весьма успешно. Более того, именно здесь разработаны уникальная технология, модельный ряд установок и порошки для напыления металлов на различные поверхности.
Одна из основных моделей установок, с помощью которой осуществляется напыление, носит название ДИМЕТ 403. В этой установке реализован так называемый газодинамический способ напыления — предварительно подогретый до высокой температуры порошок напыляемого металла смешивается с воздухом и поступает в специально спрофилированную насадку. Разгоняясь далее в насадке до сверхзвуковой скорости, частицы ударяются о поверхность детали, дополнительно нагреваются и сцепляются с поверхностью. В результате на поверхности возникает достаточно плотное покрытие из напыленных частиц, обладающее высокой прочностью и герметичностью.
Технология, разработанная Центром порошкового напыления, позволяет успешно наносить различные металлы (AL, Zn, Cu, Pb и др.) на алюминиевые сплавы, чугун и сталь, из которых выполняются головки блоки и другие детали. Что, собственно говоря, и требуется для ремонта различных дефектов моторных деталей. Более того, порошки металлов также разработаны Центром и позволяют наносить покрытия практически любой толщины. Эти свойства порошковой технологии делают ее весьма хорошей альтернативой сварке, тем более, что в процессе напыления деталь не испытывает больших локальных нагревов.
Посмотрев установку ДИМЕТ 403 в действии, мы остановили свой выбор именно на ней. Полагаем, что в паре с ней будет неплохо работать и наша опрессовочная машина Serdi в режиме «напылил-опрессовал».
Кстати, такой тандем появился в Москве впервые и пока есть только у нас. Короче, открывается довольно заманчивая ремонтная перспектива, и теперь мы, согласно нашему девизу, вполне готовы «восстанавливать то, что другие меняют»
Другие наши рекомендации...
На главную
|

Установка ДИМЕТ-403 — наше новое приобретение |

С помощью установки ДИМЕТ «лечатся» многие дефекты ГБЦ |
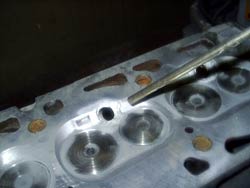
Процесс ремонта дефектов камеры сгорания занимает не более 5 минут |

Дефект рубашки блока напылением устраниить гораздо легче, чем сваркой |
|