|
Кто работал с моторами, знает о проблемах с качеством хонингования не понаслышке. Достаточно расточнику чуть припуска "на хон" поменьше оставить, а хонинговщику немного изменить режимы и глубину обработки на той или иной операции – и проблема двигателю обеспечена. Потому что через 10-20-30 тысяч километров расход масла уже выходит за мыслимые пределы, кольца изношены в "ноль", а двигатель на грани нового ремонта…
Между тем, исполнитель никогда не признается в ошибке. И не только потому, что ему это не выгодно. Обычно в таких случаях нутромером точно измеряют размер цилиндра, а дальше начинают оперировать некими мифическими понятиями, призывая посмотреть в цилиндрах на "сетку хона", которая (посмотрите!) нисколько не изменилась за долгое или короткое время. И все. А какая должна быть эта сетка, ни слова не говориться, поскольку кроме глаза, никакого другого измерительного инструмента в подобных случаях не проглядывается. И не прикладывается.
А в чем хитрость? Она – в микропрофиле поверхности. В высоте пиков и глубине впадин, площадях опорных поверхностей между впадинами, количестве впадин на мерной длине, наличии на поверхности вскрытых зерен графита и еще массе других параметров, которые ни на глаз, ни на ноготь, ни на зуб не определить даже приблизительно. Двигатель брак на поверхности хорошо заметил, и работать с ней вместе отказался. А глаз хонинговщика – нет, не справился.
Обидно получается – все другие детали в двигателе измеряются, и весьма точно, а с хонингованием какая-то котовасия выходит. Нечем померить – значит, невозможно оценить качество этой работы. А раз невозможно оценить качество, то согласно известному закону Мерфи, оно, скорее всего, намного хуже, чем хотелось бы.
Нам могут возразить – известные фирмы выпускают оборудование и инструмент для хонингования, и давно уже разработали рекомендации, какой и где инструмент использовать, чтобы получить ту самую "риску" необходимого качества. Так-то оно так, но многие эти рекомендации разработаны давно, а многие моторы имеют сейчас несколько другие материалы цилиндров и требования к их поверхности, чтобы можно было безо всякой оглядки довериться старому "доброму" чужому опыту. Да и работа вслепую, без контроля… это как-то… сами понимаете…
Вот эти не вполне светлые мысли и двигали нами, когда мы вознамерились решить эту проблему. Хотя бы только в своей собственной работе. Потому что решили мы купить специальный прибор, который мог бы открыть нам глаза на это самое хонингование с его волшебной "сеткой". И не только нам, поскольку результаты наших исследований этого процесса будут немедленно обнародованы, как только мы их получим.
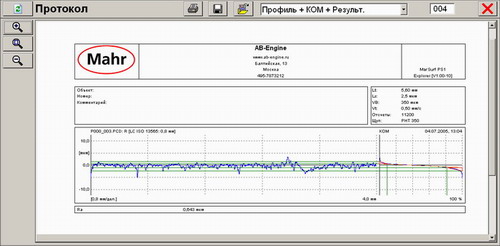
Сказано – сделано. Выбирать из множества подобных приборов мы не стали – взяли тот, который рекомендует главный корифей всего мирового моторного дела, немецкая фирма KOLBENSCHMIDT. А она, как нетрудно убедиться, рекомендует не только сам прибор, но и параметры, по которым оценивается это самое качество хонингования. Так что теперь дело за малым – освоить умный иностранный прибор и провести серию замеров. А дальше – увидите.
Тем не менее, уже сейчас, проведя только первые замеры...
...можем сказать, что ситуация с хонингованием в целом хуже, чем хотелось, и, скорее всего, не все инструменты и оборудование, применяемые сегодня повсеместно, обеспечивают то, что нужно. Поэтому сомнения в том, покупать прибор или нет, у нас уже давно рассеялись – конечно, покупать!

Ну, а пока рекомендуем и другим задуматься над этой проблемой. И тоже обзавестись подобным прибором. А то вдруг наши результаты окажутся сюрпризом, да еще и неприятным? А для кого-то – так вообще шоком.
А пока Вы решаете, стоит покупать или нет, рекомендуем
скачать нашу полную русскую инструкцию прибора MarSurf PS1 для измерения микрогеометрии поверхности после хонингования.
Того самого прибора, который рекомендует компания KOLBENSCHMIDT в своем каталоге "Инструменты & Средства контроля". А посмотреть, как должна выглядеть поверхность цилиндра после правильного хонингования, можно в специальном мануале KS "Хонингование чугунных блоков цилиндров двигателей".
Другие наши рекомендации
На главную
|